復合材料裝備、復合材料制品、工業自動化設備制造商利益與共 品德為先
全國服務熱線:0531-83262167

移動電話:13705419876
傳 真:0531-83262123
聯系人:楊經理
地 址: 山東省濟南市章丘區濟東智造新城15號
拉擠工藝參數--速度的確定及牽引力
拉擠速度的確定
拉擠模具的長度一般為0.6~1.2m,由樹脂體系的固化放熱曲線確定模具溫度,該溫度還充分考慮使產品在模具中部膠凝化,也即脫離點在中部并盡量靠前。如果拉擠速度過快,制品固化不良或者不能固化,直接影響產品質量,產品表層會有稠狀富樹脂層;如果拉擠過慢,型材在模具中停留時間長,制品固化過度,并且降低生產效率。
一般的實驗拉擠速度在300mm/min左右。拉擠工藝開始時,速度應放慢,然后逐漸提高到正常拉擠速度。一般拉擠速度為300~500mm/mi,現代拉擠速度的發展方向之一就是高速化,目前快的拉擠速度可達15m/min。
牽引力
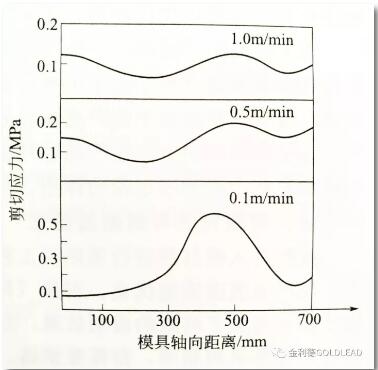
牽引力是保證制品順利出模的關鍵,牽引力的大小由產品與模具之間界面上剪切應力來確定。通過測量浸漬樹脂的增強纖維被牽引穿過模具的一段短距離的牽引力就可測量上述界面上的剪切應力,并繪出其特性曲線。
拉擠工藝參數--速度的確定及牽引力
拉擠速度的確定

拉擠模具的長度一般為0.6~1.2m,由樹脂體系的固化放熱曲線確定模具溫度,該溫度還充分考慮使產品在模具中部膠凝化,也即脫離點在中部并盡量靠前。如果拉擠速度過快,制品固化不良或者不能固化,直接影響產品質量,產品表層會有稠狀富樹脂層;如果拉擠過慢,型材在模具中停留時間長,制品固化過度,并且降低生產效率。
一般的實驗拉擠速度在300mm/min左右。拉擠工藝開始時,速度應放慢,然后逐漸提高到正常拉擠速度。一般拉擠速度為300~500mm/mi,現代拉擠速度的發展方向之一就是高速化,目前快的拉擠速度可達15m/min。
牽引力
牽引力是保證制品順利出模的關鍵,牽引力的大小由產品與模具之間界面上剪切應力來確定。通過測量浸漬樹脂的增強纖維被牽引穿過模具的一段短距離的牽引力就可測量上述界面上的剪切應力,并繪出其特性曲線。
電話:0531-83262167
網址:goldlead.cn
地址:山東省濟南市章丘區濟東智造新城15號


Copyright © All Rights Reserved. 金利德機械 版權所有 魯ICP備11031456號-1